
Panduan Komprehensif Baut dan Fastener Industri: Jenis, Material, Standar ASME/ASTM, dan Prosedur Torquing Terbaik
Panduan Komprehensif Baut dan Fastener Industri: Jenis, Material, Standar ASME/ASTM, dan Prosedur Torquing Terbaik
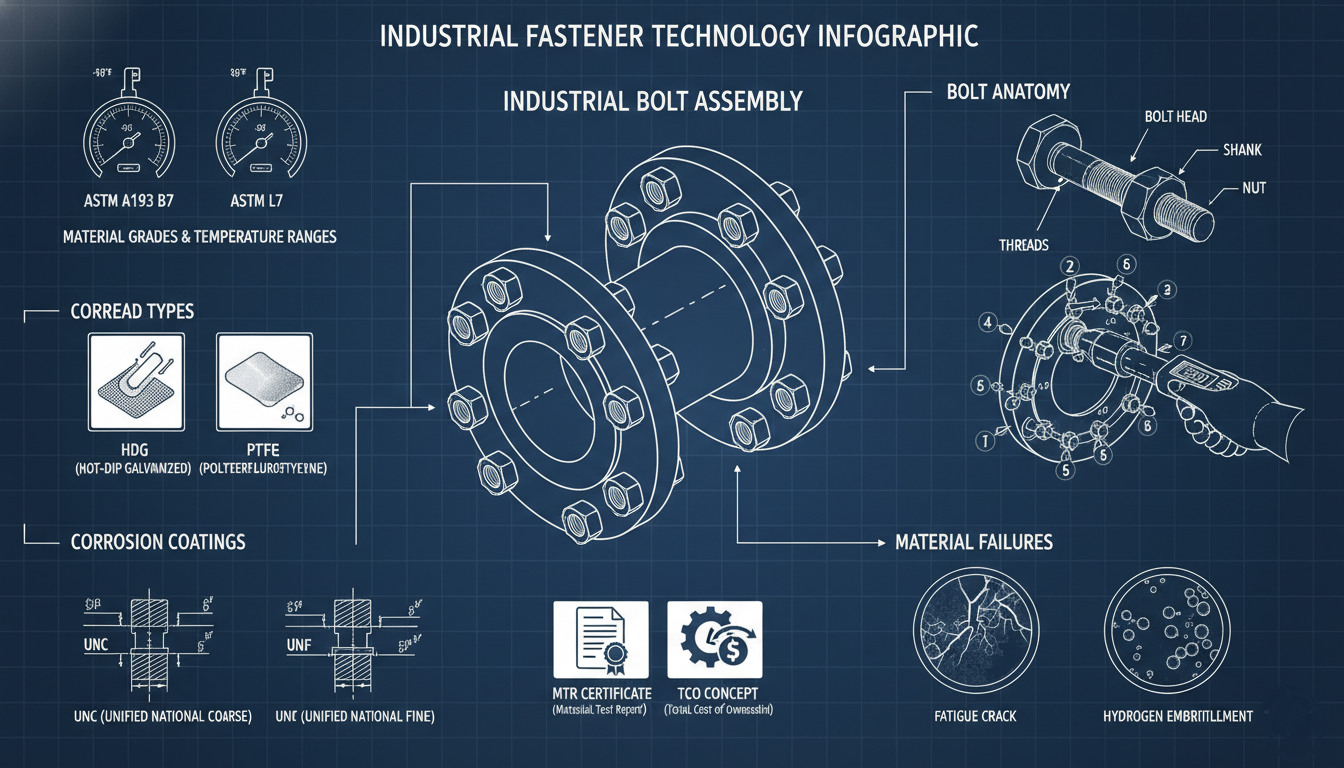
Baut, mur, dan washer mungkin terlihat sederhana, tetapi komponen fastener adalah elemen fundamental yang menahan struktur paling kritis dalam industri, mulai dari flange bertekanan tinggi hingga jembatan baja. Kegagalan pada satu baut saja, yang sering disebabkan oleh pemilihan material yang salah atau prosedur torquing yang tidak akurat, dapat memicu kebocoran katastropik, kecelakaan fatal, dan kerugian finansial yang tak terhitung.
Sering kali, spesifikasi baut hanya dilihat sebagai sekunder. Padahal, keputusan untuk memilih ASTM A193 B7 alih-alih B16, atau menggunakan coating PTFE dibandingkan Hot Dip Galvanized (HDG), adalah keputusan teknis yang membutuhkan pemahaman mendalam tentang tekanan, suhu, dan lingkungan korosif.
Panduan komprehensif 3000+ kata ini hadir sebagai ultimate resource Anda. Kami akan membedah secara teknis semua yang perlu Anda ketahui tentang Baut dan Fastener Industri: dari anantomi dasar, klasifikasi material standar ASTM/ASME, memahami thread (benang), hingga prosedur Torquing yang benar dan analisis akar masalah kegagalan baut (failure analysis).
Dengan memahami setiap detail fastener, Anda dapat menjamin integritas dan keamanan seluruh aset industri Anda.
1. Anatomi Dasar Fastener dan Klasifikasi Umum
Untuk dapat menspesifikasi baut dengan benar, seorang insinyur harus memahami terminologi dan fungsi dari setiap bagian fastener. Kesalahan terminologi sering menyebabkan miskomunikasi yang fatal saat pengadaan (procurement).
1.1. Komponen Utama Baut (Bolt Anatomy)
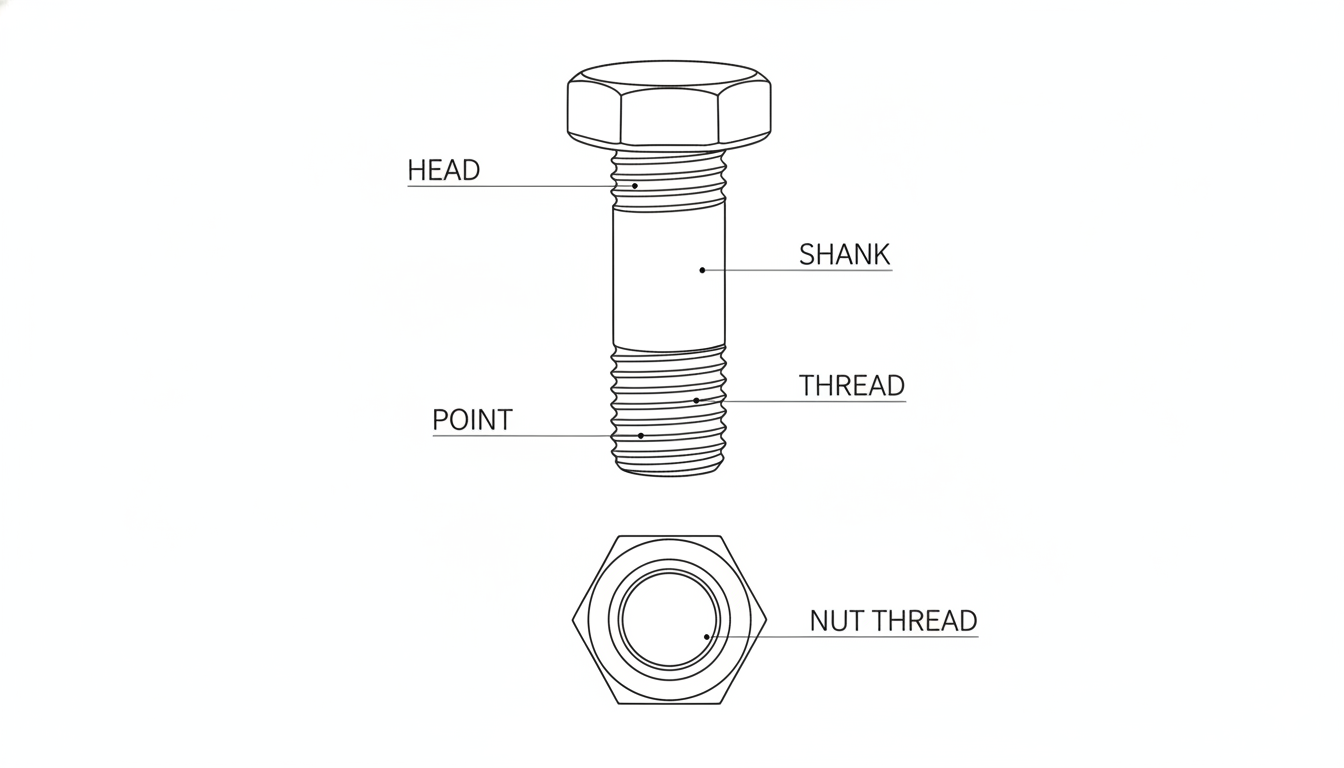
Baut standar terdiri dari tiga bagian utama, masing-masing memiliki peran penting dalam menahan beban:
Head (Kepala): Bagian tempat gaya torsi diterapkan. Bentuknya menentukan alat yang digunakan untuk mengencangkan (misalnya Hex Head atau Socket Head).
Shank (Batang): Bagian halus baut (tidak berulir) di bawah kepala. Ini menanggung sebagian besar gaya geser (shear strength) dan membantu menjaga alignment.
Thread (Ulir/Benang): Bagian tempat gaya pre-load (gaya tarik yang dihasilkan saat pengencangan) ditransfer. Ulir harus sesuai dengan ulir pada mur (nut) untuk memastikan beban terdistribusi secara merata.
Point (Ujung): Bentuk ujung baut (misalnya chamfered atau flat) yang membantu mempermudah pemasangan mur.
Head (Kepala): Bagian tempat gaya torsi diterapkan. Bentuknya menentukan alat yang digunakan untuk mengencangkan (misalnya Hex Head atau Socket Head).
Shank (Batang): Bagian halus baut (tidak berulir) di bawah kepala. Ini menanggung sebagian besar gaya geser (shear strength) dan membantu menjaga alignment.
Thread (Ulir/Benang): Bagian tempat gaya pre-load (gaya tarik yang dihasilkan saat pengencangan) ditransfer. Ulir harus sesuai dengan ulir pada mur (nut) untuk memastikan beban terdistribusi secara merata.
Point (Ujung): Bentuk ujung baut (misalnya chamfered atau flat) yang membantu mempermudah pemasangan mur.
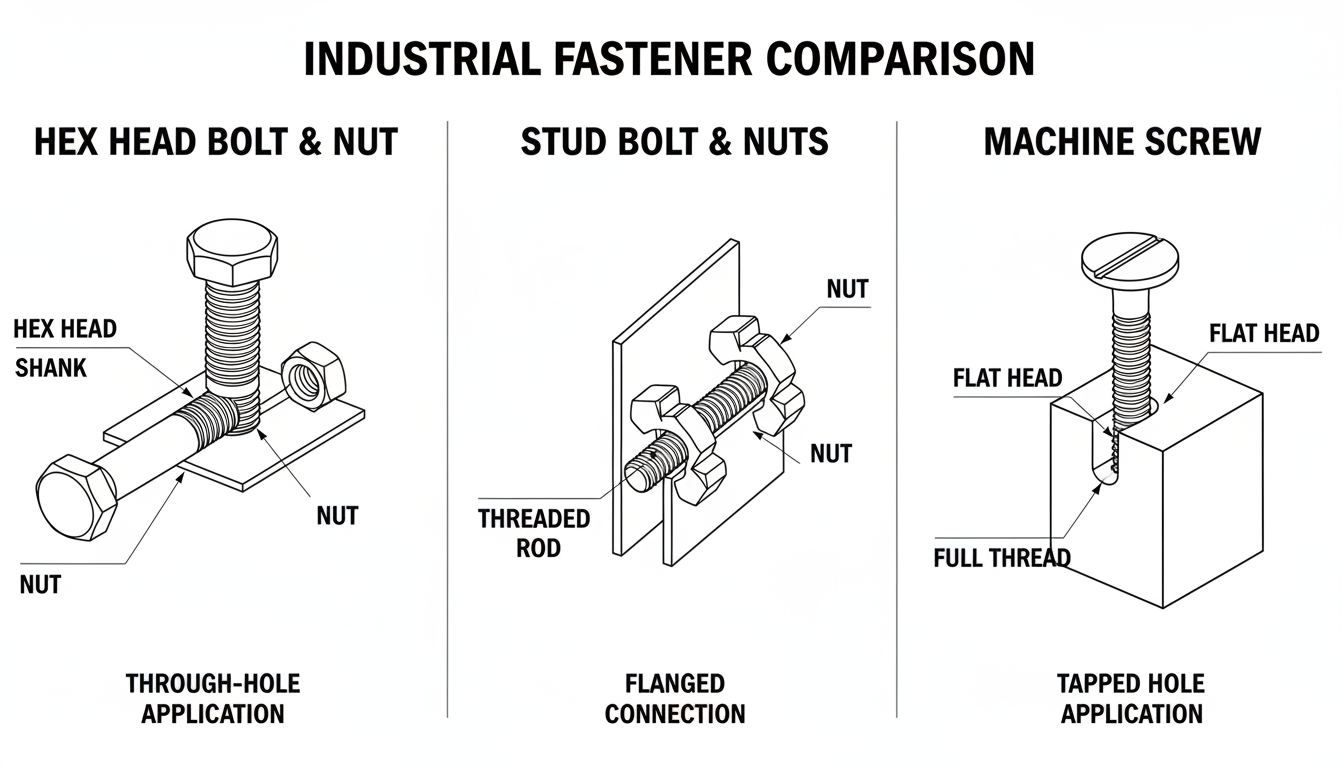
1.2. Perbedaan Dasar Baut, Stud Bolt, dan Sekrup
Meskipun sama-sama berfungsi sebagai pengikat (fastener), penggunaannya sangat berbeda dalam konteks industri berat:
1.3. Tipe Head Baut (Kepala Baut)
Pemilihan kepala baut menentukan bagaimana torsi diterapkan dan apakah fastener dapat dilepas dengan mudah:
Hex Head (Kepala Hexagonal): Paling umum, mudah dikencangkan dengan kunci pas standar, dan ideal untuk aplikasi torsi tinggi.
Socket Head (Kepala Soket): Memberikan tampilan bersih dan memungkinkan pengencangan di ruang yang sempit karena torsi diterapkan di dalam kepala baut menggunakan kunci L (Allen key).
Carriage Head: Kepala berbentuk kubah dengan leher persegi di bawahnya; digunakan untuk mencegah baut berputar saat mur dikencangkan.
2. Standar Material Baut Industri (ASTM dan Spesifikasi Kritis)
Di lingkungan industri, baut tidak dipilih berdasarkan kekuatan tarik (tensile strength) saja, tetapi berdasarkan kemampuannya mempertahankan integritas dalam kondisi operasional spesifik (suhu tinggi, suhu rendah, atau korosif). Standar ASTM (American Society for Testing and Materials) adalah otoritas utama yang mengatur material fastener.
 2.1. Memahami Grade ASTM A193: Aplikasi Tekanan dan Suhu Tinggi
2.1. Memahami Grade ASTM A193: Aplikasi Tekanan dan Suhu Tinggi
ASTM A193 adalah spesifikasi standar untuk baut baja paduan (alloy steel) dan stainless steel yang ditujukan untuk pressure vessel dan sambungan flange pada servis suhu tinggi.
2.2. Grade ASTM A320: Aplikasi Temperatur Sangat Rendah (Cryogenic)
Berbeda dengan A193, ASTM A320 mengatur spesifikasi material untuk baut yang digunakan di layanan bertemperatur sangat rendah (cryogenic) di mana baja karbon standar menjadi rapuh.
Grade L7: Grade utama di sini. Baut L7 terbuat dari baja paduan yang telah diuji dan disertifikasi untuk digunakan pada suhu serendah -101°C (-150°F). Grade ini wajib digunakan pada flange di pabrik LPG, LNG, atau pendingin industri.
2.3. Grade ASTM A194 untuk Mur (Nut): Pasangan Kritis Baut
Mur (Nut) harus memiliki kekuatan yang sama atau lebih besar dari baut pasangannya untuk memastikan tidak ada kegagalan thread (ulir) saat torsi diterapkan. Standar A194 mengatur spesifikasi mur.
Grade 2H: Pasangan wajib untuk baut A193 B7. Mur ini sudah melalui heat treatment untuk menjamin kekuatan yang tinggi.
Grade 7: Pasangan wajib untuk baut A320 L7 dalam aplikasi kriogenik.
Grade 8: Pasangan wajib untuk baut Stainless Steel A193 B8.
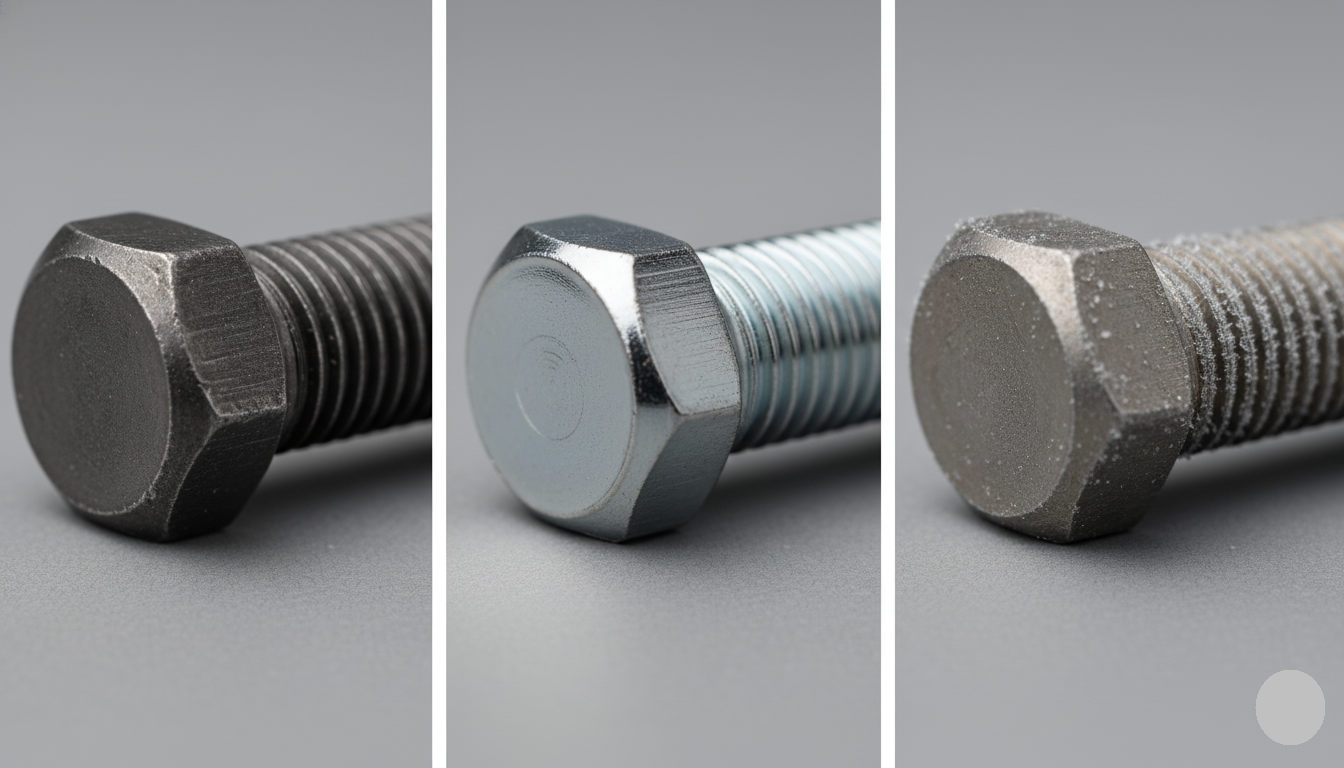
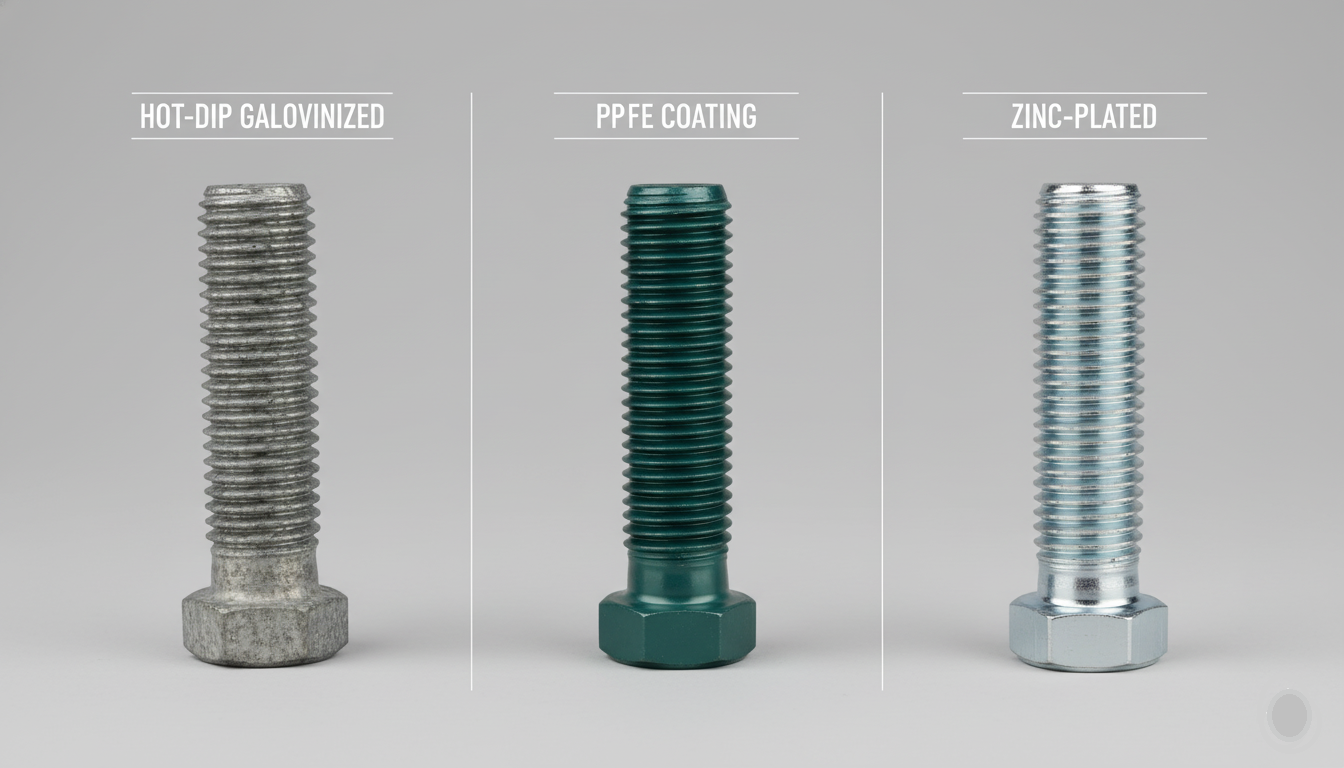
2.4. Finishing dan Coating: Pertahanan dari Korosi
Baut, terutama yang digunakan di lingkungan luar (offshore) atau korosif, memerlukan lapisan pelindung:
Hot Dip Galvanized (HDG): Pelapisan seng tebal untuk ketahanan korosi yang baik di lingkungan luar ruangan. Perhatian Kritis: HDG sangat rentan terhadap Hydrogen Embrittlement (kerapuhan hidrogen), terutama pada baut berkekuatan tinggi (seperti B7), sehingga memerlukan proses pembuatan khusus.
Fluoropolymer (PTFE/Xylan): Lapisan tipis dan licin yang memberikan ketahanan korosi kimia yang luar biasa dan, yang lebih penting, bertindak sebagai pelumas (lubricant). Pelumasan ini sangat penting untuk memastikan torsi yang diterapkan menghasilkan gaya preload yang akurat.
Zinc Plating: Pelapisan seng tipis yang umum, murah, tetapi hanya cocok untuk lingkungan yang kering dan tidak korosif.
3. Klasifikasi dan Jenis Benang (Thread)
Ulir adalah bagian dari baut dan mur yang berinteraksi satu sama lain, bertanggung jawab mengubah gaya putar (torsi) menjadi gaya tarik (preload). Di industri, standar ulir yang digunakan secara luas adalah
Unified Thread Standard (UTS).
3.1. Standar Benang: UNC (Coarse) vs UNF (Fine)
Pemilihan antara ulir kasar (Coarse) dan ulir halus (Fine) sangat memengaruhi proses perakitan dan kekuatan sambungan:
UNC (Unified National Coarse):
Karakteristik: Jarak antar ulir (pitch) lebih besar dan ulir lebih dalam.
Keunggulan: Lebih mudah dipasang, lebih tahan terhadap kerusakan saat perakitan, dan ideal untuk material yang lebih lunak.
Aplikasi: Paling umum digunakan di industri, terutama dalam perakitan cepat.
UNF (Unified National Fine):
Karakteristik: Jarak antar ulir lebih rapat dan ulir lebih dangkal.
Keunggulan: Menghasilkan kekuatan tarik (tensile strength) yang sedikit lebih tinggi dan memungkinkan penyesuaian yang lebih presisi. Keuntungannya adalah ketahanan yang lebih baik terhadap getaran.
Aplikasi: Otomotif, industri pesawat, dan aplikasi di mana getaran menjadi masalah.
3.2. Benang Kanan (Right-Hand) vs Benang Kiri (Left-Hand)
Benang Kanan (Right-Hand Thread): Ini adalah standar default di mana baut dikencangkan dengan memutarnya searah jarum jam (kanan). Hampir 99% fastener industri menggunakan benang kanan.
Benang Kiri (Left-Hand Thread): Baut dikencangkan dengan memutarnya berlawanan arah jarum jam (kiri). Jenis ini khusus digunakan untuk mencegah mur melonggar saat ada gaya putar yang kontinu pada shaft atau poros (misalnya, pada bagian rotating equipment).
Benang Kanan (Right-Hand Thread): Ini adalah standar default di mana baut dikencangkan dengan memutarnya searah jarum jam (kanan). Hampir 99% fastener industri menggunakan benang kanan.
Benang Kiri (Left-Hand Thread): Baut dikencangkan dengan memutarnya berlawanan arah jarum jam (kiri). Jenis ini khusus digunakan untuk mencegah mur melonggar saat ada gaya putar yang kontinu pada shaft atau poros (misalnya, pada bagian rotating equipment).
3.3. Memahami Kelas Fit (Fit Class: 2A dan 2B)
Fit Class menentukan seberapa erat mur dan baut saling mengunci (tolerance) dan seberapa mudah mereka dipasang.
2A (Eksternal, Baut): Menunjukkan toleransi untuk ulir eksternal (pada baut).
2B (Internal, Mur): Menunjukkan toleransi untuk ulir internal (pada mur).
Kelas 2A/2B adalah standar umum yang memberikan keseimbangan antara kemudahan perakitan dan kekuatan sambungan yang memadai untuk sebagian besar aplikasi industri. Kelas fit yang lebih ketat (misalnya 3A/3B) digunakan untuk aplikasi presisi tinggi.
4. Aplikasi Kritis Baut Berdasarkan Industri
Pemilihan fastener industri adalah proses yang didorong oleh standar dan kondisi operasional. Setiap grade material memiliki "tugas" khusus yang ditentukan oleh suhu, tekanan, dan paparan kimia.
4.1. Penggunaan pada Flange Pipa (ASME B16.5): Baut Tekanan Tinggi
Sambungan flange (sesuai standar ASME B16.5) adalah aplikasi baut yang paling kritis karena kegagalan di sini bisa menyebabkan kebocoran fluida berbahaya.
Kondisi Operasi Normal/Tinggi: Baut standar industri untuk flange bertekanan adalah ASTM A193 Grade B7 yang dipasangkan dengan mur A194 Grade 2H. Kombinasi ini menawarkan kekuatan tarik yang diperlukan untuk menjaga preload pada gasket dan menahan tekanan hingga suhu menengah/tinggi.
Kondisi Kriogenik (Suhu Sangat Rendah): Baut ASTM A320 Grade L7 dengan mur A194 Grade 7 adalah kombinasi wajib. Material ini mempertahankan daktilitas (kelenturan) dan mencegah kerapuhan saat suhu turun di bawah nol (misalnya pada instalasi LNG/LPG).
4.2. Penggunaan pada Struktur Baja: Baut Struktural (Structural Bolts)
Untuk pemasangan struktur gedung, jembatan, atau rangka penyangga peralatan, baut harus menahan beban geser (shear) dan beban tarik (tension) yang besar.
Baut Struktural ASTM A325: Digunakan untuk sambungan struktural berat umum. Baut ini memiliki kepala hexagonal yang lebih besar dari standar fastener biasa dan dirancang untuk memberikan preload yang sangat tinggi.
Baut Struktural ASTM A490: Grade berkekuatan ultra-tinggi (high-strength) untuk aplikasi yang membutuhkan kekuatan maksimum. Karena kekuatannya yang tinggi, baut A490 lebih rentan terhadap kerapuhan (hydrogen embrittlement) dan tidak boleh dilapisi (coated) menggunakan metode yang bisa menyebabkan hidrogen terserap (seperti HDG).
4.3. Aplikasi Anti-Karat: Baut Stainless Steel
Di lingkungan dengan kelembaban tinggi, paparan air laut (offshore), atau kimia korosif, baut stainless steel (SS) menjadi pilihan utama:
Baut Stainless Steel (ASTM A193 Grade B8): Memberikan ketahanan korosi yang sangat baik. Meskipun kekuatan tarik B8 lebih rendah dari B7, ketahanan kimianya jauh lebih unggul, menjadikannya standar di industri makanan, farmasi, dan offshore.
Pentingnya Anti-Seize: Baut SS sangat rentan terhadap galling (ulir macet/las dingin) saat dikencangkan. Penggunaan pelumas anti-seize yang tepat wajib dilakukan untuk mencegah kerusakan thread selama pemasangan.
5. Teori dan Prosedur Torquing Baut (Aplikasi Torsi)
Torquing adalah aplikasi gaya putar yang diukur pada baut untuk menghasilkan gaya tarik internal yang disebut Preload (Gaya Pra-tekan). Preload yang akurat adalah satu-satunya jaminan bahwa sambungan fastener akan mempertahankan integritasnya di bawah beban operasional.
5.1. Mengapa Torsi Itu Penting? (Menghasilkan Preload yang Benar)
Tujuan utama torquing bukanlah hanya mengencangkan baut, melainkan untuk meregangkan baut secara elastis sehingga ia bertindak seperti pegas kuat yang menahan sambungan tetap rapat.
Fungsi Preload: Preload yang benar memastikan gasket (pada flange) tetap terkompresi dan mencegah kebocoran, sekaligus menjaga sambungan struktural dari kegagalan kelelahan (fatigue failure).
Kegagalan Torquing: Jika torsi terlalu rendah (under-torqued), preload tidak cukup, gasket bocor, dan baut rentan fatigue. Jika torsi terlalu tinggi (over-torqued), baut bisa meregang melebihi batas elastisnya (yield strength) dan putus (fracture).
5.2. Rumus Dasar Torsi (K x D x P)
Meskipun tabel torsi dari pabrikan adalah panduan utama, pemahaman rumus dasarnya penting:
$$T = K \cdot D \cdot P$$
Dimana:
$T$ = Torsi yang diterapkan (N·m atau ft·lbs).
$K$ = Nut Factor (Faktor Mur) atau Friction Factor (Faktor Gesekan).
$D$ = Diameter Nominal Baut.
$P$ = Preload (Gaya tarik yang diinginkan).
Faktor K adalah yang paling kritis dan bervariasi. Nilai K berubah drastis tergantung pada jenis pelumas dan coating yang digunakan.
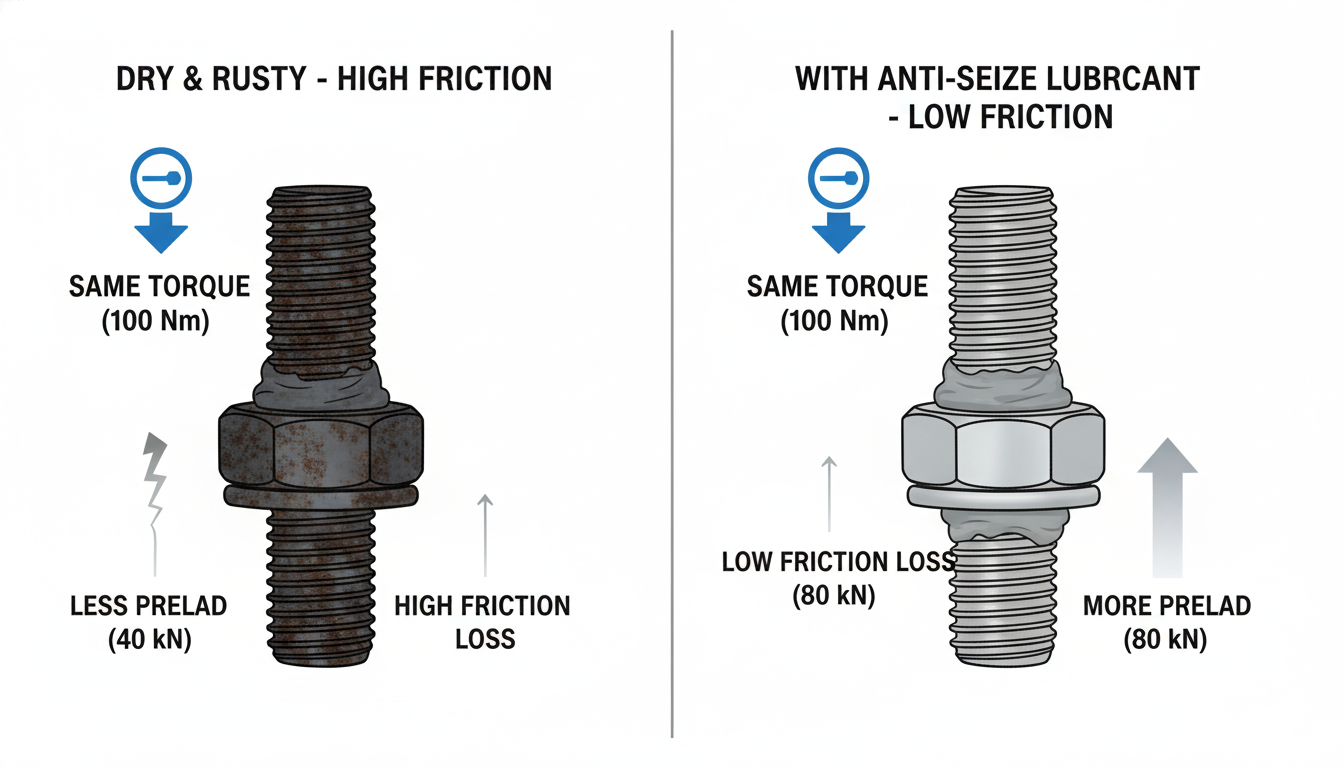
5.3. Pentingnya Pelumas Baut (Lubrication Factor)
Hanya sekitar 10% dari torsi yang diterapkan benar-benar berubah menjadi preload—sisanya 90% hilang karena gesekan.
Dampak Pelumas: Penggunaan pelumas seperti anti-seize (misalnya, berdasarkan tembaga atau moly) secara signifikan mengurangi faktor gesekan (K).
Prosedur Wajib: Jika lo menggunakan pelumas, lo wajib menggunakan torsi yang jauh lebih rendah daripada nilai yang ditentukan untuk baut kering (dry bolts) untuk menghasilkan preload yang sama. Kegagalan menyesuaikan torsi setelah pelumasan akan menyebabkan over-torquing dan kegagalan baut.
5.4. Metode Torquing (Pattern dan Prosedur)
Prosedur torquing harus memastikan gaya preload terdistribusi secara merata di seluruh sambungan:
Pola Menyilang (Cross Pattern): Ini adalah metode standar untuk sambungan flange (ASME B16.5). Baut dikencangkan secara berlawanan (opposite) secara bertahap untuk memastikan tekanan yang merata pada gasket.
Tahapan (Stages): Torsi harus diterapkan secara bertahap (misalnya, 30% dari torsi akhir, lalu 60%, dan terakhir 100%) untuk mencegah gasket terjepit atau baut yang bengkok (uneven stress).
6. Kegagalan Baut dan Analisis Akar Masalah (Failure Analysis)
Kegagalan baut jarang terjadi secara tiba-tiba; biasanya ada proses yang didahului oleh faktor lingkungan, kelelahan material, atau kesalahan saat assembly.
6.1. Kegagalan Umum: Kelelahan (Fatigue) dan Kerusakan Retak (Fracture)
Dua mode kegagalan mekanis yang paling sering terjadi adalah:
Kelelahan (Fatigue): Ini adalah penyebab kegagalan baut paling umum yang terjadi karena beban siklus (cyclic loading), bukan beban statis. Setiap kali sistem mengalami fluktuasi tekanan atau suhu, baut diregangkan dan dikendurkan sedikit. Seiring waktu, retakan mikro mulai muncul dan menyebar hingga baut patah tiba-tiba (seringkali pada root ulir).
Penyebab Utama: Under-torquing (torsi terlalu rendah). Torsi yang rendah menyebabkan preload tidak cukup, sehingga baut harus menanggung lebih banyak beban siklus operasional.
Kerusakan Retak (Brittle Fracture): Kegagalan ini terjadi tanpa deformasi plastis yang signifikan (tidak melar sebelum patah). Biasanya terjadi pada suhu yang sangat rendah atau jika material sudah rapuh akibat perlakuan panas yang salah.
6.2. Kegagalan Khusus: Hydrogen Embrittlement (Kerapuhan Hidrogen)
Hydrogen Embrittlement adalah mode kegagalan yang berbahaya dan sering terjadi pada baut berkekuatan tinggi (seperti A193 B7 atau A490) yang dilapisi dengan seng (Hot Dip Galvanized / HDG).
Mekanisme: Selama proses pelapisan atau operasional di lingkungan asam, atom hidrogen terserap ke dalam struktur kristal baja baut. Hidrogen ini berkumpul di area dengan tekanan tinggi (seperti celah kecil retakan) dan menyebabkan kerapuhan material secara masif.
Dampaknya: Baut dapat patah beberapa jam atau bahkan hari setelah dipasang, meskipun telah dikencangkan dengan torsi yang benar. Kegagalan ini sering kali bersifat katastropik dan sulit diprediksi.
Pencegahan: Hindari pelapisan HDG pada baut berkekuatan sangat tinggi (A490), atau pastikan baut yang dilapisi melalui proses baking khusus setelah pelapisan untuk menghilangkan hidrogen.
6.3. Pentingnya Pengujian Non-Destructive Testing (NDT) pada Baut
Untuk memastikan integritas baut kritis, terutama setelah downtime atau paparan suhu ekstrem, NDT sangat diperlukan:
Ultrasonic Testing (UT): Digunakan untuk mengukur panjang baut dan memastikan gaya preload yang dihasilkan setelah torquing telah mencapai spesifikasi yang diperlukan. UT jauh lebih akurat daripada sekadar mengukur torsi.
Magnetic Particle Testing (MT): Digunakan untuk mendeteksi retakan permukaan pada baut atau sambungan thread yang mungkin disebabkan oleh fatigue atau stress corrosion.
7. Panduan Pemilihan dan Total Cost of Ownership (TCO Baut)
Keputusan pembelian fastener industri tidak boleh hanya didasarkan pada harga awal (initial cost) per unit. Fokus harus beralih ke Total Cost of Ownership (TCO), yang mencakup biaya kegagalan, perawatan, dan downtime.
7.1. Harga Awal vs. Umur Pakai (TCO Baut)
Memilih baut yang lebih mahal dengan grade yang tepat sering kali menghasilkan TCO yang jauh lebih rendah daripada membeli baut murah yang tidak sesuai standar.
Keputusan Kritis: Baut berkinerja tinggi mempertahankan preload lebih lama, meminimalkan kebutuhan re-torquing dan penggantian gasket, sehingga menghemat biaya tenaga kerja dan waktu downtime.
7.2. Dampak Baut Palsu (Counterfeit Fastener) terhadap Keamanan
Ini adalah risiko yang tidak bisa dinegosiasikan. Baut palsu adalah ancaman tersembunyi yang dapat memicu kecelakaan fatal.
Masalah Kualitas: Baut palsu mungkin terlihat persis seperti ASTM A193 B7 di permukaan, tetapi materialnya mungkin baja karbon biasa yang tidak di-heat treatment dengan benar.
Konsekuensi: Baut palsu akan memiliki kekuatan tarik dan yield strength yang jauh di bawah standar yang disyaratkan. Baut tersebut akan putus atau mengalami yield (melar) segera setelah mencapai beban operasional, menyebabkan kegagalan sistem yang katastropik dan tak terduga.
Verifikasi Wajib: Selalu minta dan verifikasi MTR (Material Test Report) yang dikeluarkan oleh produsen terkemuka untuk setiap batch baut kritis yang Anda beli.
7.3. Kewajiban Dokumentasi: Material Test Report (MTR) dan Ketertelusuran
Dalam industri bertekanan tinggi, validitas fastener tidak hanya dinilai dari penampilannya, tetapi dari dokumentasi yang menyertainya.
Material Test Report (MTR): MTR adalah sertifikat resmi yang dikeluarkan oleh pabrikan. Dokumen ini adalah satu-satunya bukti yang mengonfirmasi bahwa baut (misalnya A193 B7) telah lulus semua pengujian yang diwajibkan oleh standar ASTM, termasuk komposisi kimia dan pengujian kekuatan mekanis (kekuatan tarik dan yield strength).
Ketertelusuran (Traceability): Setiap baut dalam sebuah batch harus dapat ditelusuri kembali ke heat number (nomor peleburan) baja asalnya dan MTR yang sesuai. Traceability ini adalah kunci untuk:
Verifikasi Kualitas: Memastikan baut tidak palsu (counterfeit).
Audit Kepatuhan: Wajib dipenuhi dalam semua audit industri (API, ISO).
Investigasi Kegagalan: Jika terjadi kegagalan fatal, MTR menjadi bukti hukum pertama untuk mengidentifikasi akar masalah (misalnya cacat pada batch material).
Implikasi: Baut yang tidak disertai MTR yang dapat diverifikasi, terlepas dari harganya, harus dianggap non-compliant dan tidak aman untuk aplikasi kritis.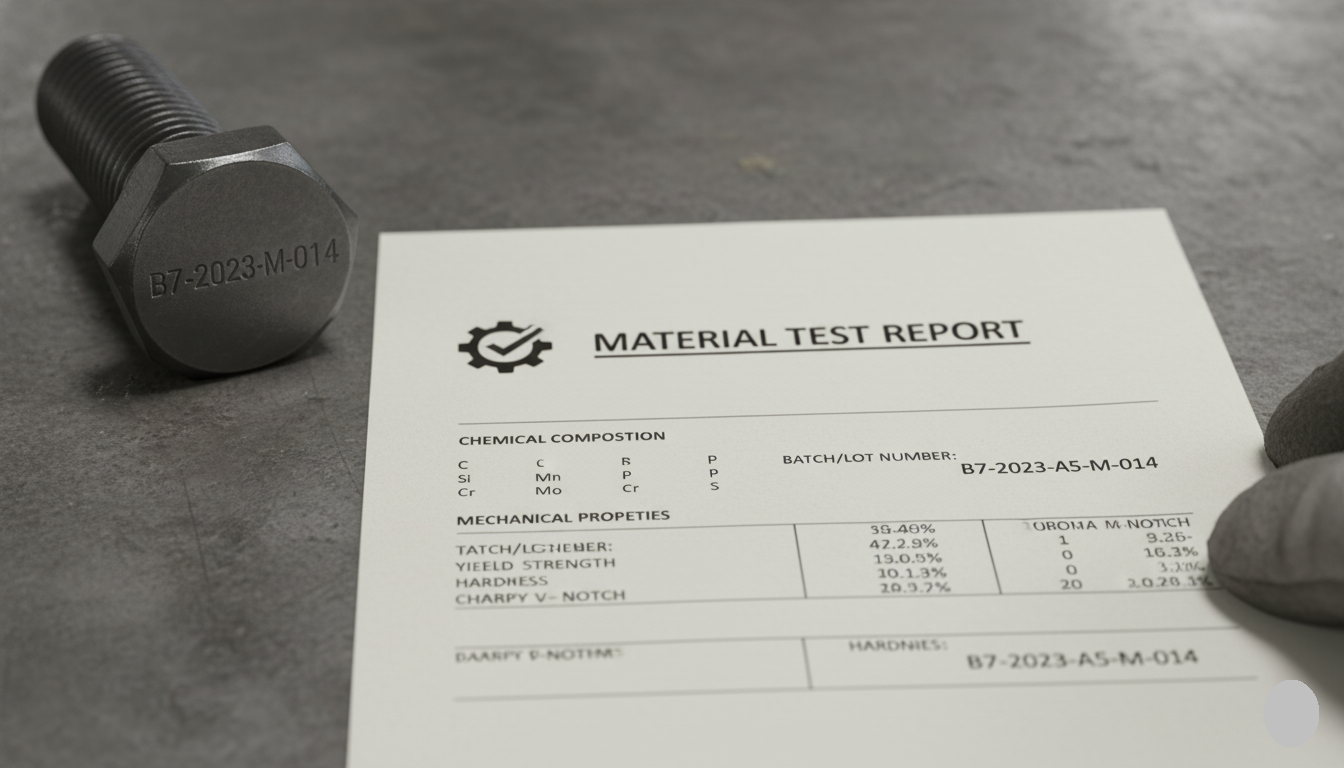
Investasi Terbaik Ada pada Integritas
Fastener adalah detail terkecil dengan potensi kegagalan terbesar. Memahami grade material ASTM, mematuhi prosedur Torquing yang benar, dan menghindari produk palsu adalah investasi terbaik untuk memastikan keamanan dan umur panjang sistem industri Anda. Jangan pernah mengorbankan spesifikasi untuk menghemat biaya pembelian awal.
[CTA:] Untuk mendapatkan penawaran material baut fastener yang bersertifikasi, terlacak, dan sesuai standar ASTM/ASME untuk pressure vessel atau piping flange Anda, hubungi tim spesialis kami hari ini!
Recent Posts

Kunci Pas vs Kunci Ring vs Kunci Socket: Perbedaan Kritis, Kelebihan, dan Kapan Harus Digunakan
Perkakas Tangan Esensial Industri: Daftar Alat Wajib Teknisi, Panduan Perawatan, dan Teknik Penggunaan yang Aman

Memahami Standard ASTM untuk Baut Konstruksi Baja dan Aplikasinya.
Panduan Komprehensif Baut dan Fastener Industri: Jenis, Material, Standar ASME/ASTM, dan Prosedur Torquing Terbaik
Reneo Hardware
Reneo Hardware – Solusi Tepat untuk Semua Kebutuhan Anda
Reneo Hardware hadir sebagai toko perlengkapan dan material terpercaya dengan pilihan produk berkualitas tinggi untuk menunjang berbagai kebutuhan Anda. Mulai dari perkakas tangan, peralatan listrik, material bangunan, hingga aksesoris rumah dan industri – semua tersedia lengkap dalam satu tempat.
Dengan pelayanan ramah, harga kompetitif, dan jaminan produk asli, Reneo Hardware menjadi mitra terbaik bagi kontraktor, teknisi, maupun kebutuhan rumah tangga sehari-hari.
✨ Mengapa memilih Reneo Hardware?
✅ Produk lengkap & berkualitas tinggi
✅ Harga bersaing dengan pilihan terbaik
✅ Pelayanan cepat & profesional
✅ Solusi tepat untuk rumah, kantor, dan proyek Anda
? Dari kebutuhan kecil hingga proyek besar – Reneo Hardware selalu siap mendukung Anda!
